
US $22.99
| Condition | New other (see details)
:
A new, unused item with absolutely no signs of wear. The item may be missing the original packaging, or in the original packaging but not sealed. The item may be a factory second or a new, unused item with defects. See the seller’s listing for full details and description of any imperfections.
|
| Seller Notes | “bought in an auction material was not used and in storage.” |
Directions
Similar products from Industrial Wood & Interline

75 Pieces of Antique Teak Veneer B-21
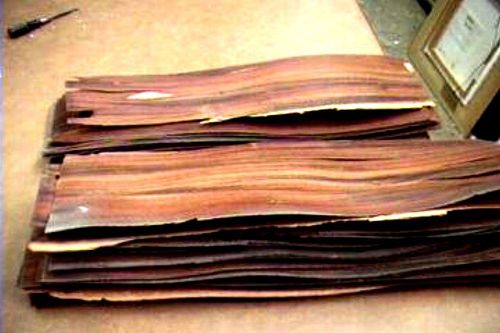
30 Pieces Antique 1/16" Thick Sawn Rosewood Veneer B-22

70 Pieces of Antique 1/16" Thick Sawn Rosewood Veneer B-16

15/16 PVC edgebanding 600' Foot Roll

African Anigre Quartered and Figured Raw Veneer21" x 8" buy by the sheet

A2 tool steel 27-1/2" x 1/8" x 1-1/2" bladesmith blacksmith knife maker B

A2 tool steel 10" x 2" x 2-1/2" bladesmith blacksmith knife maker C

A2 tool steel 5# Lot of 7 bladesmith blacksmith knife maker D

A2 tool steel 9.25# lot of 5 round rod bladesmith blacksmith knife maker E-I

A2 tool steel 10# lot of 5 bladesmith blacksmith knife maker K

A2 tool steel 13-5/8" x 1-1/4" x 2/8" bladesmith blacksmith knife maker M

A2 tool steel 3.25# lot of 4 bladesmith blacksmith knife maker N

A2 tool steel 36" x 3/8" x 1/2" bladesmith blacksmith knife maker A

A2 tool steel 16-3/8" x 1-1/2" x 3/8" bladesmith blacksmith knife maker J

(4)pcs. Sequenced Santos Rosewood wood veneer 6.5" X 123" raw .020"

Wood Veneer Walnut 9x23 22 Pieces Total Raw Veneer "EXOTIC" WAL3 2-26-15

Wood Veneer Zebrawood 5x26 20 Pieces Total Raw Veneer "EXOTIC" ZE8 2-26-15

Wood Veneer Pommele Sapele 14x25 14 Pieces Total Raw Veneer "EXOTIC"POM3 2-26-15

Wood Veneer Pommele Sapele 14x26 16 Pieces Total Raw Veneer "EXOTIC"POM4 2-26-15

Wood Veneer Ebony 5x14 22 Pieces Total Raw Veneer "EXOTIC" EB1 2-26-15
People who viewed this item also vieved
DELTA-Milwaukee 6" Short Bed Jointer 37-205, 37-207 Owner's & Parts Manual 0209
DELTA-MILWAUKEE 17" Drill Press Instructions & Parts Manual with FOOT FEED 0240
DELTA-Milwaukee 14" Wood & Metal Band Saw Operator's & Parts Manual 0225

3/8" FLUSH TRIM STRAIGHT ROUTER BIT, 2 CARBIDE BLADE CUTTING FLUTES, 1/2" SHANK

3/8" FLUSH TRIM STRAIGHT ROUTER BIT, 3 CARBIDE BLADE CUTTING FLUTES, 1/2" SHANK

1/2" FLUSH TRIM STRAIGHT ROUTER BIT, 3 CARBIDE CUTTING FLUTES, HALF INCH SHANK

JORGENSEN BAND CLAMP #6220 20' Length by 2" Width Pre-Strechted Canvas
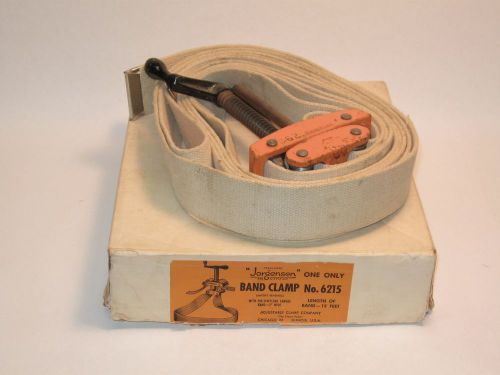
JORGENSEN BAND CLAMP #6215 15' Length by 2" Width Pre-Strechted Canvas

Gibraltar 11524 Low Profile 4-Inch Drill Press Vise

Amana Double-Face Melamine & Laminate Saw Blade

Striking Knife Wood Scoring Marking Carpenter Precision w/brass ferrule AKS-6190
Bosch RSM9X2 25P 9-Inch 8+10T Metal Cutting reciprocating Saw Blades - 25 Pack

Comatic AF/308 Power/Stock Feeder


Record Woodworking bench screw

2 X 16 INCH MADE IN U.S.A. DRILL BIT

24 Pc Mixed Drill & Screwdriver Power Bit Set with Magnetic Extension - 4 - 8mm

3pcs/set 4.2mm 4.5mm 5mm HSS Durable Straight Shank Twist Drill Bits

New Robert Sorby Wood Chisel Tool 19mm 3/4" Sheffield England

Professional 12pc Set Wood Hand Carving Artist Chisels

GREAT NECK Carving Tools Set 6 pcs
By clicking "Accept All Cookies", you agree to the storing of cookies on your device to enhance site navigation, analyze site usage, and assist in our marketing efforts.
Accept All Cookies